Product name: Nickel Alloy Welding Wire Size: 0.6~2.8mm Diameter Diameter:customized Elongation: at least 30% Customized support:OEM, ODM Tensile strength: 480 MPa
 0
0
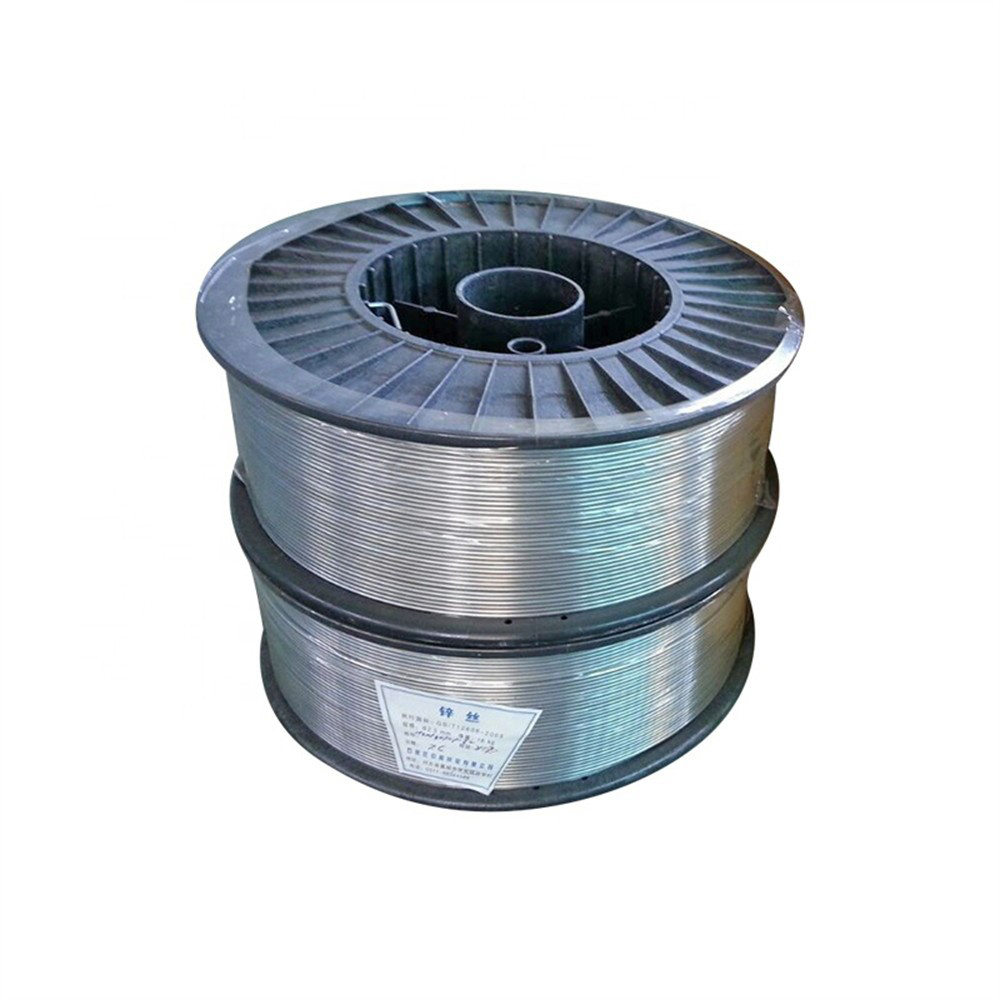
Products Description

Nickel-based welding wire plays an important role in chemical reactors. Chemical reactors are equipment used for chemical reactions and are subject to harsh working conditions such as high temperature, high pressure and corrosive media. Due to these challenging environments, selecting appropriate welding materials is critical to ensuring reactor performance and safety.
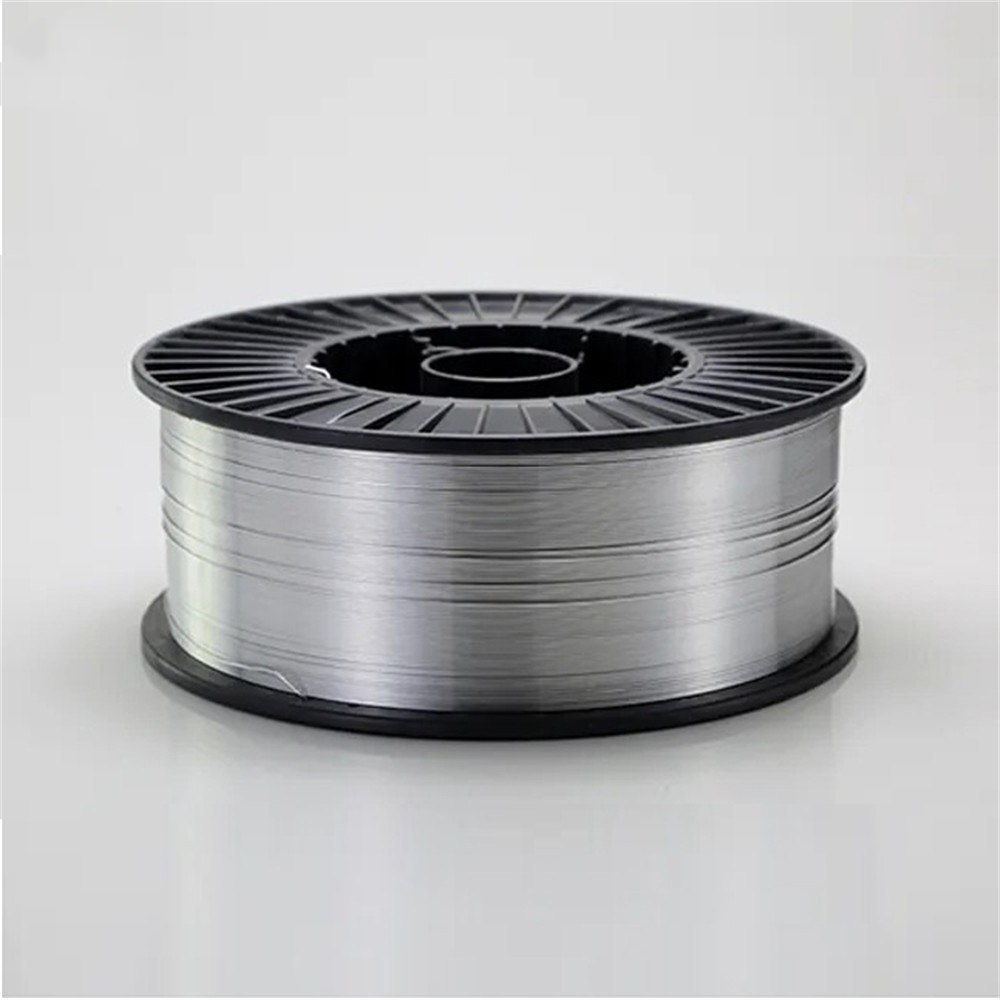
Nickel-based welding wire is known for its excellent corrosion resistance and high-temperature strength, making it one of the ideal materials for chemical reactor welding. It can resist the erosion of chemicals, including acid and alkali solutions, salt solutions and organic solvents. In high-temperature environments, nickel-based welding wires can maintain high strength and toughness and are not prone to deformation and fracture, ensuring the stability and durability of welded joints.
In addition, nickel-based wire has excellent thermal expansion properties and can adapt to the expansion and contraction caused by temperature changes in chemical reactors. This is essential to maintain the integrity and tightness of the welded joint, preventing media leakage and equipment damage.
Nickel-based welding wire also has good processability and can be adapted to welding needs of various complex shapes and sizes. It can use different welding methods, such as argon arc welding, resistance welding, etc., to ensure the quality and reliability of welded joints.

Welding series:
ERNiCrMo-3,ERNiCrMo-4,ERNiCrMo-13,ERNiCrFe-3,ERNiCrFe-7,ERNiCr-3,ERNiCr-7,ERNiCu-7,ERNi-1, ER70S-6.
Standard: Conforms to Certification AWS A5.14 ASME SFA A5.14
Size: 0.8MM / 1.0MM / 1.2MM / 1.6MM / 2.4MM / 3.2MM / 3.8MM / 4.0MM / 5.0MM
Form: MIG(15kgs/spool), TIG(5kgs/box),Strip
Parameter:
Main component: nickel alloy (nickel is the main component, including other alloy elements)
Diameter range: usually between 0.8mm and 2.4mm
Strength: High strength and excellent mechanical properties
Corrosion resistance: able to resist the erosion of corrosive media and chemical substances in chemical reactors
High temperature resistance: able to withstand stress and thermal cycles in high temperature reaction environments
Item | ERNiCrMo-3 | ERNiCrMo-4 | ERNiCrMo-13 | ERNiCrFe-7 | ERNiCr-3 | ERNiCu-7 | ERCuNi | ERNi-1 |
C | 0.1 | 0.02 | 0.01 | 0.04 | 0.1 | 0.15 | 0.03 | 0.15 |
Mn | 0.05 | 1 | 0.5 | 1 | 2.5-3.5 | 4 | 0.5-1.0 | 1 |
Fe | 5 | 4-7 | 1.5 | 7-11 | 3 | 2.5 | 0.65 | 1 |
P | 0.02 | 0.04 | 0.015 | 0.02 | 0.03 | 0.02 | 0.01 | 0.03 |
S | 0.015 | 0.03 | 0.005 | 0.015 | 0.015 | 0.015 | 0.01 | 0.015 |
Si | 0.05 | 0.08 | 0.1 | 0.5 | 0.5 | 1.25 | 0.15 | 0.75 |
Cu | 0.5 | 0.5 | N/A | 0.3 | 0.5 | rest | rest | 0.25 |
Ni | ≥58 | rest | rest | rest | ≥67 | 62-69 | 30-32 | ≥93 |
Co | N/A | 2.5 | 0.3 | N/A | N/A | N/A | N/A | N/A |
Al | 0.4 | N/A | 0.1-0.4 | 1.1 | N/A | 1.25 | 0.15 | 1.5 |
Ti | 0.4 | N/A | N/A | 1 | 0.75 | 1.5-3 | 0.5 | 2-3.5 |
Cr | 20-23 | 14.5-16.5 | 22-24 | 28.5-31 | 18.0-22.0 | N/A | N/A | N/A |
Nb+Ta | 3.5-4.15 | N/A | 1.8-2.5 | 0.01 | 2.0-3.0 | N/A | N/A | N/A |
Mo | 8.0-10 | 15-17 | 15-16 | 0.5 | N/A | N/A | N/A | N/A |
V | N/A | 0.35 | N/A | N/A | N/A | N/A | N/A | N/A |
W | N/A | 3.0-4.5 | N/A | N/A | N/A | N/A | N/A | N/A |
Rest | ≤0.50 | ≤0.50 | ≤0.50 | ≤0.50 | ≤0.50 | ≤0.50 | ≤0.50 | ≤0.50 |

Nickel and Nickel Alloy Welding Wire | |
Product Model (AWS) | Application |
ERNiCr-3 | For welding 600, 601 and 800 alloys themselves, and welding dissimilar steels between stainless steel and carbon steel ERNiCrFe-7; For welding Inconel alloys within ASTM B163, 166, 167 and 168 |
ERNiCrFe-6 | For welding of steel and Inconel, welding of steel and stainless steel and nickel-based alloys |
ERNiCrCoMo-1 | Dissimilar welding for welding nickel-chromium-cobalt-molybdenum alloys and various superalloys |
ERNiCrMo-3 | It is used for welding of nickel alloy, carbon steel, stainless steel and low alloy steel, mainly used for welding of 625, 601, 802 alloy and welding of 9% nickel alloy |
ERNi-CI | Industrial pure nickel for welding malleable and grey cast iron |
ERCuNi | For welding of 70/30, 80/20, 90/10 copper-nickel alloys |
ERNiCu-7 | For welding nickel copper alloys B127, 163, 164 and 165 etc. |
ERNi-1 | For welding of pure nickel castings and forgings such as alloys within ASTM B160, 161, 162, 163 |
ERNiFeMn-CI | For welding of nodular cast iron, ductile iron, malleable cast iron and grey cast iron to itself or to stainless steel, carbon steel, low alloy steel and various nickel alloys |
ERNiCrMo-4 | For welding nickel-chromium-molybdenum alloy itself, or welding nickel-chromium-molybdenum alloy and steel and most other nickel-based alloys |
ERNiCrMo-11 | It is used for welding of nickel-chromium-molybdenum alloy itself, or welding of nickel-chromium-molybdenum alloy and steel and most other nickel-based alloys, and can also be used for surfacing welding of nickel-chromium-molybdenum alloy and steel welding seam |
ERNiCrMo-13 | For welding low carbon nickel chromium molybdenum alloys |
Product Features:
Corrosion resistance: The base welding wire has excellent corrosion resistance and can resist the erosion of the welded joints by corrosive media and chemical substances in the chemical reactor, ensuring the integrity and reliability of the reactor.
High temperature resistance: The base welding wire can maintain stability and strength in high-temperature reaction environments and is not prone to deformation, melting or oxidation, ensuring the reliable use of the reactor under high-temperature conditions.
High strength: The base welding wire has high strength and excellent mechanical properties. The welded joint can withstand the internal pressure and mechanical load of the chemical reactor, ensuring the structural strength and integrity of the reactor.
Good welding performance: The base welding wire has good welding performance and can perform good welding with materials commonly used in chemical reactors, such as stainless steel, alloy steel, etc., ensuring the quality and reliability of the welded joints.
Specific applications:
Base welding wire is widely used in the field of chemical reactors, including but not limited to the following aspects:
Reactor fabrication and repair
Connection and repair of reactor internal components
Reactor lining welding and compensation
Other relevant knowledge points:
Base welding wire is usually welded using argon arc welding, arc welding and other methods.
During the welding process of chemical reactors, appropriate welding parameters and heat input need to be controlled to ensure welding quality and joint performance.
The welding quality and reliability of chemical reactors are of great significance to the safety and efficiency of chemical processes.
All in all, base welding wire, as a key material used in chemical reactors, has excellent corrosion resistance, high temperature resistance and high strength properties. Its corrosion resistance, high temperature resistance, high strength and good welding properties make it an ideal choice for welding chemical reactors. By using base welding wire, the integrity and reliability of the chemical reactor can be ensured, and the safety and production efficiency of the chemical process can be improved.

Quality Inspection:
Quality inspection of nickel-based welding wires is critical to ensure the reliability and performance of welded joints. The following are some common nickel-based welding wire quality testing methods and indicators:
Composition analysis: Use chemical composition analysis to confirm whether the composition of the nickel-based welding wire meets the specified requirements. Commonly used methods include spectral analysis (such as photoelectric emission spectrometry, photoelectron fluorescence spectroscopy), chemical analysis, etc.
Metallographic structure analysis: Metallographic structure analysis can observe and evaluate the grain structure, phase composition and microstructure of the welding wire. This helps determine the grain size, phase content, uniformity and other indicators of the welding wire.
Mechanical property testing: Evaluate the strength and ductility of the welding wire by conducting mechanical property testing such as tensile strength, yield strength, and elongation. These tests can be performed on standard specimens to obtain the mechanical property parameters of the welding wire.
Corrosion resistance test: Carry out corrosion resistance test based on the main application fields and working environment of nickel-based welding wire. This includes exposure tests, corrosion rate tests, etc. to evaluate the corrosion resistance of the welding wire to different corrosive media.
Welding performance evaluation: Conduct welding tests to evaluate the welding performance of the welding wire. This includes assessment of weld quality, mechanical properties of welded joints, crack susceptibility, etc.
Dimensional and appearance inspection: Inspect the diameter, appearance, surface quality, etc. of the welding wire to ensure that it meets the specified dimensional and appearance requirements.
The strict implementation of quality inspection can ensure that the quality of nickel-based welding wire meets the requirements, thereby ensuring the reliability and performance of welded joints. According to specific standards and requirements, appropriate testing methods and indicators can be selected for quality testing.
FAQ:
What kind of material defects can nickel-based welding wire be used to fill?
Nickel-based welding wire can be used to fill surface defects in nickel alloy materials and repair damage to parts.
What kind of performance can nickel-based welding wire maintain in high temperature environments?
In high-temperature environments, nickel-based welding wires can maintain high strength and toughness and are not prone to deformation and fracture.
What welding methods are nickel-based welding wires suitable for?
Nickel-based welding wire is suitable for a variety of welding methods, such as argon arc welding, resistance welding, etc.
E-mail: Info@hulkalloy.com
Mobile: 0086 13852926463
Tel: 0086 13852926463
Whatapps: 0086 13852926463
Add: Renli Village, Fangxian Town, Danyang City, Jiangsu Province, China